您好!欢迎您访问江苏运泽特钢有限公司的官方网站!
产品中心
热门推荐

联系我们
-
江苏运泽特钢有限公司
- 电 话:0510-88361234
- 传 真:0510-82726660
- 手 机:13395177800
- 联系人:桑经理、毛经理
- 网 址:www.0834ka.com
- 地 址:无锡市北塘区钱皋路168号(国联金属市场)

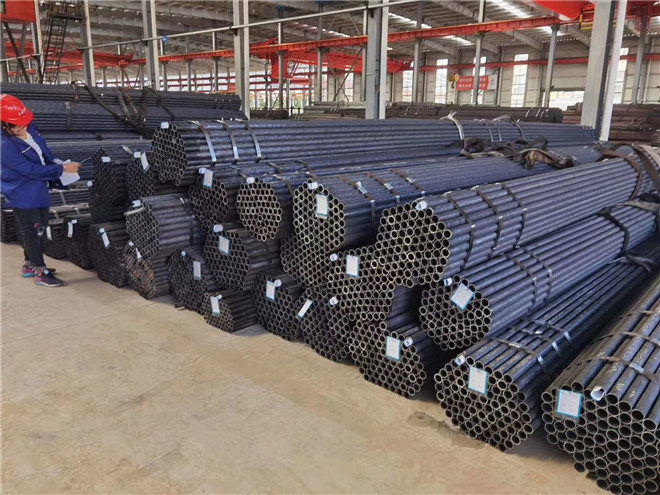
河南ND钢管4.8米定尺
录入时间:2017/2/13 点击数:3285
简介:
S355直缝埋弧焊管横向裂纹后的返修
近年来,随着国民经济的发展,厚壁直缝埋弧焊管…
服务热线:13395177800
