您好!欢迎您访问江苏运泽特钢有限公司的官方网站!
产品中心
热门推荐

联系我们
-
江苏运泽特钢有限公司
- 电 话:0510-88361234
- 传 真:0510-82726660
- 手 机:13395177800
- 联系人:桑经理、毛经理
- 网 址:www.0834ka.com
- 地 址:无锡市北塘区钱皋路168号(国联金属市场)
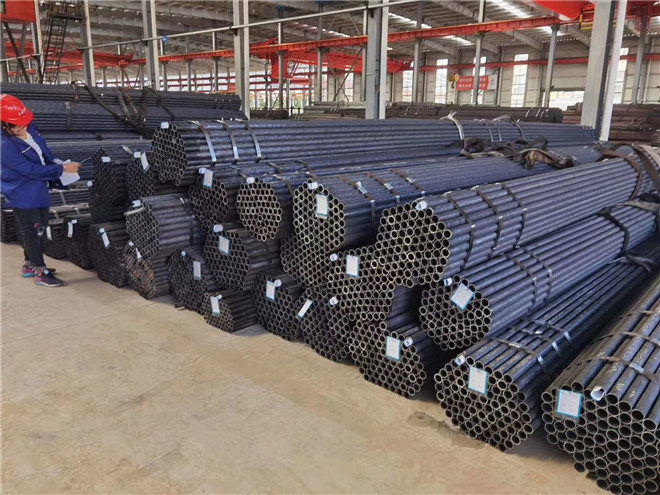
钢管20# 无缝钢管带磁性的原因及周边介绍
发布者:江苏运泽特钢有限公司 发布时间:2010/1/17 阅读:728次
钢管20# 无缝钢管带磁性的原因及周边介绍
钢管20# 无缝钢管带磁性的原因及周边介绍
钢管20# 无缝钢管带磁性的原因,怎样消磁?如果带磁性焊接偏弧怎么办?
摘 要 分析了钢管中剩磁产生的原因及其对焊接质量的影响。介绍了俄罗斯管道焊接
前的消磁工艺过程和消磁方法。生产经验证明该方法实用、有效。
主题词 管道 钢管 焊接 剩磁 消磁 工艺
1 剩磁产生原因及对焊接质量影响
摘 要 分析了钢管中剩磁产生的原因及其对焊接质量的影响。介绍了俄罗斯管道焊接
前的消磁工艺过程和消磁方法。生产经验证明该方法实用、有效。
主题词 管道 钢管 焊接 剩磁 消磁 工艺
1 剩磁产生原因及对焊接质量影响
| 钢管20# 无缝钢管带磁性的原因及周边介绍 | |
| |
| ||
